| Before this project had even
started, I had completed a thorough design of the entire table, right
down to the nuts and bolts, literally. Unfortunately, right after I
issued my proposal I realized I had forgotten about some alignment
components from my RFQ to the machine shop for pricing. So I met with my machine shop to discuss the design changes and additions, and he assured me that we were still on track. The design changes weren’t going to affect the cost adversely, and the additions, while high in quantity, were only a couple bucks apiece. About the time when I was expecting to receive the hardware, I instead received a new quotation. At first it looked like the new changes were going to be a few hundred dollars, which is what I was expecting. But then I reread the quotation and realized it wasn’t a modification to the original quotation, but a full addendum to the original. My machining cost more than doubled what I had planned. Well, this sent me into a total tailspin for days trying to figure out what to do. I couldn’t back out of the project, but I couldn’t absorb this much of a cost overrun either. This wasn’t just a few hundred dollar overrun, this was a few thousand dollar overrun! I immediately rescinded the authorization to proceed on all hardware fabrication, and reissued RFQ’s to as many machine shops as I could find. Much to my horror, the numbers I was getting back were fairly consistent with the original. |
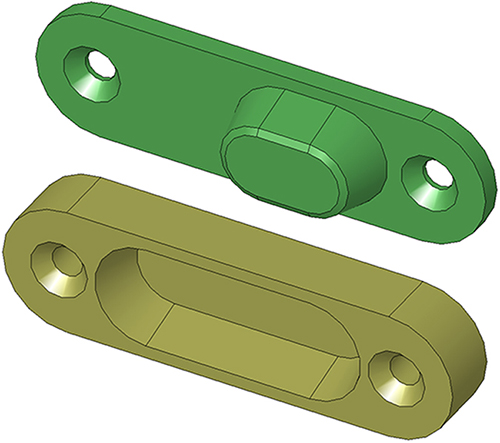 |
| The one consistency across
all quotations was the high-volume pins and sockets that I had
originally been told were just a couple bucks apiece. They weren’t a
couple bucks apiece, they were $20 apiece, and I needed 64 of them. Because I knew I needed these in high volume, I had originally designed them to be easy to fabricate. So easy in fact, that I could fabricate them with a router and a few jigs. So that’s exactly what I did. I started out with a 2-1/4” bar of black Delrin® and rounded the corners on the shaper into a flat oval. Then I cut the bar into 1/2" long segments. For the sockets, the first step was to drill the mounting holes. I needed these to be fairly consistent from piece to piece, so I created a cradle for the drillpress to hold each piece while drilling. |
 |
| I used the same cradle to hold
each piece for countersinking the mounting holes. The cradle ensures
that the drill and countersink bits are centered on the small plastic
piece, plus the distance to the rear remains the same too. This was a boring and arduous task, but it does pale in comparison to the remaining tasks. (Hmmm, is there room for a pun in there somewhere?) |
 |
| The most difficult part of
preparing to make the pins and sockets was locating the correct router
bit that conformed to my original design specifications. I needed a
steep-sided bit with a flat bottom. I did a lot of searching on the
Internet, but I couldn’t find one that suited my needs. Much to my
elation, I discovered that Festool had the perfect bit that they
classify as a solid-surface bit, so I had one shipped out. At $80 this is a pretty expensive bit, but I just bought two brand new bits from Porter Cable and chipped the carbide on both of them, so it is nice knowing this one is solid. The flat bottom was a little bit wider than my original design, but I quickly redesigned the pins and sockets in SolidWorks to account for the minor change. |
 |
| Two years ago Festool sent me
this guide system to get my opinion on it. At first I wasn't impressed,
so I hadn’t touched it until
now, but it sure came in handy for routing the slots for the socket
pieces. I was able to dial in the precise width and length of the slot
by using this guide. (This guide has turned out to be so handy lately
that I think I may look into getting the shorter rail sections next
time I go on a shopping spree through the Festool catalog.) |
 |
| Starting with the Sockets: I started out by milling out a tight-fitting mortise for the plastic parts into a piece of Appleply. Then I positioned the “MFS” guide over the mortise and locked it in place with some scraps of wood (shown above). This way I could remove the template guide and reposition it repeatedly to cut identical slots in each of the 32 socket pieces. Have you ever had one of those tools that you acquired but never used, but then one day the task came up where it was absolutely indispensable? That’s what this was. I was able to tweak the size and position of the slots to a fraction of a millimeter, because the guide system had the millimeter markings on it. And yes, I did tweak this a couple of times to make a perfect fit. |
 |
| No, not everything is
perfect. My original attempt at making a tight fitting mortise turned
out to be too sloppy to tightly hold the plastic pieces. The abandoned
mortise in the upper left corner was made with a Forstner bit and a
chisel. Actually, even though the mortise was reasonably tight, I
realized I couldn’t line it up with the MFS, so I made the new mortise
with the MFS, and therefore could line it up with the MFS for the final
slot plunge. I made this final mortise tight enough that I had to hammer the pieces into the mortise slot for milling. There is a hole in the center so I could drive the piece out of the slot from below. This whole process was trial and error to make sure I had everything correct before I "went live" on actual parts. I ran a lot of different ideas through my mind before settling on the process described in this page. |
 |
| Cutting the sockets was a lot
easier that cutting the pins, so that is why I started with them. It
took more time to create the jig than it did to make the actual cuts. Here is a picture of the final pieces, plus one extra piece as a spare in case I lost or broke one. Keep in mind that taking a picture of black plastic is very difficult. I had to over expose the image to get any detail to show up, and even that is not very good. (The parts look rough and choppy because the picture is so grossly over-exposed to show any detail at all.) |
 |
| Milling
the Pins: I never had any doubts about creating the sockets, but from the very outset I have had great concerns about creating the pins. The inherent problem is that I could guide the router only from the outer edge, yet the shape of the pins dictated guidance from the center. The concern is that if the router moves away from the guide, I will cut into the pin. I also needed a different shaped guide. I had to figure out what radius the guide had to be in order to give me the shape and radius of the pins. |
 |
| Because the pin is off-center
from the body of the piece, I had to make two templates. The first
template removed the bulk of the material from the outer edges of the
body. This template consists of two oblong bores to remove the material, but a web running in between them to prevent me from cutting into the pin material. You’ll notice in this series of pictures that I have wood guides that hold the templates in place. I set this up so I could quickly remove the template to switch to the second template, and also so get the finished pin out of the holder. You'll also notice the dark pencil-blob in the corner of the templates. This was a warning marker to make sure I didn't accidently put the template in backward. When you are doing repetative tasks like this, you need to come up with quick-helpers to prevent mistakes. |
 |
| This is the pin body after
the first pass. Material has been removed from the two ends, but not
the middle. |
 |
| The guide that mills out the
shape of the pin is a slightly elongated circle. It took me several
attempts to figure out how to make this. The first try was to make two
overlapping holes with a forstner bit, just 1/4 inch apart. This was
close but not accurate enough. The final solution was to cut a single hole with the forstner bit and use this as a template to make the template. I offset the forstner bit hole by 1/4 inch and elongated the template hole with a pattern bit in the router. The important concept here is that I used templates to make my templates. |
 |
| Here is the finished pin before
doing any cleanup. To remove the pin, I have a hole in the holder that
I drive a rod up through to pop the piece out of the holder. |
 |
| Not all went well with milling
the pins. After making just a few of the pins, I had a couple of pins
lift up out of the holder as they were being routed. The lower right
pin got grabbed by the router bit, so I increased the bit speed to
prevent this. The upper left picture was more problematic because the pin simply drifted upward in the holder because it wasn’t tight enough. As the work progressed, the holder was not as tight as when I started. The problem is that the first template-cut removed all of the material from the ends, and therefore, nothing was left for the second template to press down against. The solution for this last problem was that I reversed my procedure of which template was used first. I already had the photographs taken for the above discussion, but most of the work was completed in the reverse process. After making a few pins, I first routed the shape of the pin, and then removed the outer material. |
 |
| The last step for machining the
pins was to clean up the rough plastic. Delrin machines well with a
router, but the sawblade from cutting them into 1/2 inch thick pieces
leaves them rough. Before removing the pin from the holder, I used a large chisel as a scraper to scrape the surface clean and also chamfer the corners. |
 |
| I don’t remember anymore how
long it took to make all of these, but it was an arduous task. It was a
significant part of a weekend, but a lot of that time was spent
scratching my head. compared with the $1200 to have these milled, it
was worth the time. Postscript: When I started writing this page, I was still waiting for some of the flat-work steel to show up. The last of it finally showed up a week or two ago, so I should be heading into the home stretch. Some of the more interesting assembly work should be coming up next. |
 |
Up Next: ??? |
|
| <<PREVIOUS NEXT>> |
 |